Forum Replies Created
-
AuthorPosts
-
Vex
MemberI can second the G2/3 commands of 449.01 seem to be working for the facing operation I did. Though I did notice that zeroing G54 no longer seems to function correctly while using that via CP. The command seems to be sent/accepted, but the resulting digital DRO does not reflect the change. Consequently when I have attempted to verify it will proceed to travel to the original G54 as opposed to the one that was just zeroed. The remedy seems to be to either send a reset command within CP and get lucky, or disconnect from JSON, and manually power cycle the TinyG.
I’m unsure if this is an issue with 449.01 or with CP/JSON settings. I do know it was working in 420 with the same $$.
MemberIs there enough memory to split the math into parts to remedy the rounding errors? Or is that just asking too much of the tinyG?
Just Spitballing:
There is an expansion ‘slot’ set aside for an additional TinyG connection–and I know that it’s impossible to time the drivers to accurately do 6-axis machining, but could we utilize a ‘driverless’ TinyG to help with the math? Maybe a pre-processor to offload some of the work and let the downstream TinyG do the actual driving with the the first pass?-
This reply was modified 7 years, 8 months ago by
Vex.
MemberUpdate (since my last one didn’t seem to take for some reason): Swapping out G2/G3 for G1 movements fixed most of my problems. The other bit was increasing the min radius to Cutter Diameter/2 + 0.01in.
MemberIt does have quite a number of G3 commands (and is compiled/run in mm):
(2D CONTOUR1) G0 X-1.207 Y-3.197 Z15.24 Z5.08 G1 Z1. F125. Z-2.731 X-1.199 Z-2.801 X-1.175 Z-2.868 X-1.137 Z-2.928 X-1.087 Z-2.979 X-1.027 Z-3.017 X-0.96 Z-3.04 X-0.889 Z-3.048 X-0.572 F150. G2 X-0.254 Y-3.515 I0. J-0.317 G1 Y-47.13 G3 X3.365 Y-50.749 I3.619 J0. G1 X22.162 G3 X25.781 Y-47.13 I0. J3.619 G1 Y-2.934 G3 X22.162 Y0.686 I-3.619 J0. G1 X3.365 G3 X-0.254 Y-2.934 I0. J-3.62 G1 Y-3.515 G2 X-0.572 Y-3.832 I-0.317 J0. G1 X-0.889 X-0.96 Z-3.04 X-1.027 Z-3.017 X-1.087 Z-2.979 X-1.137 Z-2.928 X-1.175 Z-2.868 X-1.199 Z-2.801 X-1.207 Z-2.731 G0 Z15.24Which just leaves the question: How do I fix it?
(Adaptive and the final 2D contour has quite the number of calls to G2 and G3).
-
This reply was modified 7 years, 9 months ago by
MemberI’m pretty sure this is the Manual for the above mentioned inventor:
http://www.hy-electrical.com/bf/inverter.pdf
It lists an input of 0-10v as the voltage to frequency reference. Which can be used with TinyG via this circuit:Hope that helps.
MemberThis thread has gotten me thinking on a few reasons to network a TinyG together–not for a pick and place machine–with either another TinyG or some other board. My first thought would be the ability to utilize additional limit inputs (X-, Y-, and Z- min/max switches) without losing any physical limit switch functionality on the machine itself. Consider using it with a 3D touch probe in the G54-G59 coordinate system. Using a similar setup with CP already has for mapping the face of a PCB board with the Z-min limit, but expanding on it to map both the x- and y- limit of the work piece.
Another thought would be the ability to take advantage of additional TinyG outputs such as the coolant trigger: instead of having M7 and M8 function by turning on the same output allow the TinyG to set M7 for one output and M8 for the other. In similar fashion two spindles could be utilized (combined mill/lathe machine maybe?).
Those shouldn’t require synchronization as utilizing the steppers would. Would something like that be possible, or rather I should say: Would something like that produce less programming and new board production requirements than the G2?
MemberHow many amps can the voltage regulator handle that powers the fan? The fairchild specsheet indicated in excess of 2 amps max (I’m not planning on pushing that much current, but I do not want to burn it out).
My current plan is to use the 12V from the fan to provide the voltage and current for a relay (spec sheet for relay states a current of 0.075A for the coil). With the fan and this planned relay I will be less than 0.5amp (fan is rated to 0.318amps, but is said to only pull 0.18amps), but the above circuit amperage pull is still unknown to me–I believe it to be in similar magnitude to the coil current (very little).
The long and short of it, is when should I start considering using the 24V from the Meanwell as opposed to using the regulated voltage from the fan?
MemberCan the Sdir output handle 100mA? I’m beginning preparation for allowing m04 to function through the use of a dpdt relay that will integrate with the spindle control board (PCM20000).
MemberIt’s curious that it has the same issue in both CP and coolterm. My issue was a compound of having insufficient current for my Z-axis as well as memory issues using CP. If the issue is the latter, follow the above listed steps (updating java, allocating additional ram, and disabling the 3d viewer in cp). That should remedy any possible issue with CP… however, I do not believe your issue is precisely what I was experiencing and may be an indication of something else. Have you tried regenerating your Gcode in G91? It would provide another data point for review.
MemberCompleted test cut. It appears to be a success. My current was set to low. I may bump the current on my x- and y- too as I think I’m missing a few steps there during some aggressive cuts. But all things said and done; it turned out quite well!
MemberIntermediate update: Just completed doing an air-cut test of the program after increasing the current limit from the dash-pot. It appears to have successfully completed a run without stalling. I will attempt another test cut of the material and report back.
MemberThe spindle is one of the heavier components on the machine. It is a modified Sherline machine with very little customization on the physical side. It is similar in size and scope to this mill, the only difference being that it is actually an older version. Current physical alterations include new shaft couplers and steppers (increased torque from the original 120 some-odd oz-in–Current stepper motors, I believe, are rated around 400 some-odd oz-in).
I have not noticed any binding on the z-axis. I’ve adjusted the gibs and lubricated both the screw and the prismatic beam. Gear grease and silicon spray respectively. There is no backlash mechanism on this version for the z-axis so binding ‘shouldn’t’ be an issue on that front.
All test cuts are using plexiglass/acrylic. Sufficiently soft to not bind and cause missing steps (running spindle around 8-10k rpm). Lead screw on this machine is hidden behind the prismatic beam/rail–no swarf is able to get to it that way. Chips are usually cleaned after each use of the machine (air spray and brush). X- and Y- axis screws are similar and hidden from swarf and debris either from the work table itself, or through various covers.
MemberCaveat: Individuals will also need to adjust the p1_pl, p1_ph, p1_sl, and p1_sh according to your hardware.
MemberI know this is an old thread (one of my first on this forum), but I thought it important to post my results:
Using this circuit with slight modification, I was able to get the desired 0-10v output from gcode from the TinyG’s PWM output.
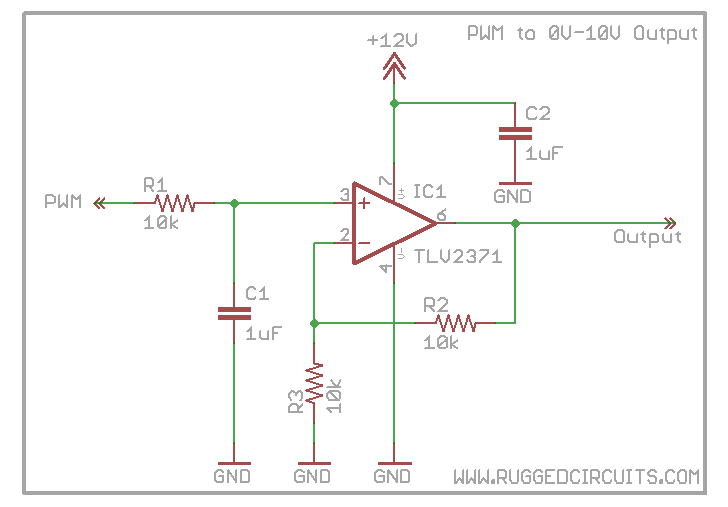
Walking through this with my EE friend, I found that the PWM outputs about 3.1v when set to 10khz and 1.0 phasemax. The only alteration I made to the above listed circuit is swapping out the feedback resistor (R2) for 22.25kohm resistor (I used 2x 15kohm resistors in parallel, plus an additional 15kohm resistor in series to the pair, for a total resistance of 22.25kohms when measured through my meter).
Here are my system settings for PWM output (I’ve only touched the CW versions–nothing else).
[p1frq] pwm frequency 10000 Hz [p1csl] pwm cw speed lo 0 RPM [p1csh] pwm cw speed hi 10000 RPM [p1cpl] pwm cw phase lo 0.000 [0..1] [p1cph] pwm cw phase hi 1.000 [0..1] [p1wsl] pwm ccw speed lo 1000 RPM [p1wsh] pwm ccw speed hi 2000 RPM [p1wpl] pwm ccw phase lo 0.125 [0..1] [p1wph] pwm ccw phase hi 0.200 [0..1] [p1pof] pwm phase off 0.100 [0..1]Slight modification to the feedback resistor may be required depending on others’ particular needs.
-
This reply was modified 10 years, 2 months ago by
MemberCarl,
A quick thought occurs to me: Based on this Discussion, it sounds like I may have my current limiting dash pots set too low.
My physical setup includes NEMA23s on each axis (bipolar, 4-wire, rated for 3 amps, double shaft), active cooling on the ground plane of the TinyG v8 (CPU fan CF-T12S), it is contained within a case that houses the power supply (Meanwell switching with thermally controlled fan) and spindle control board. This case also has an AC fan to cycle air through the case while turned on.
Would it be of benefit to increase the current limit?
Thanks!
-
This reply was modified 7 years, 8 months ago by
-
AuthorPosts